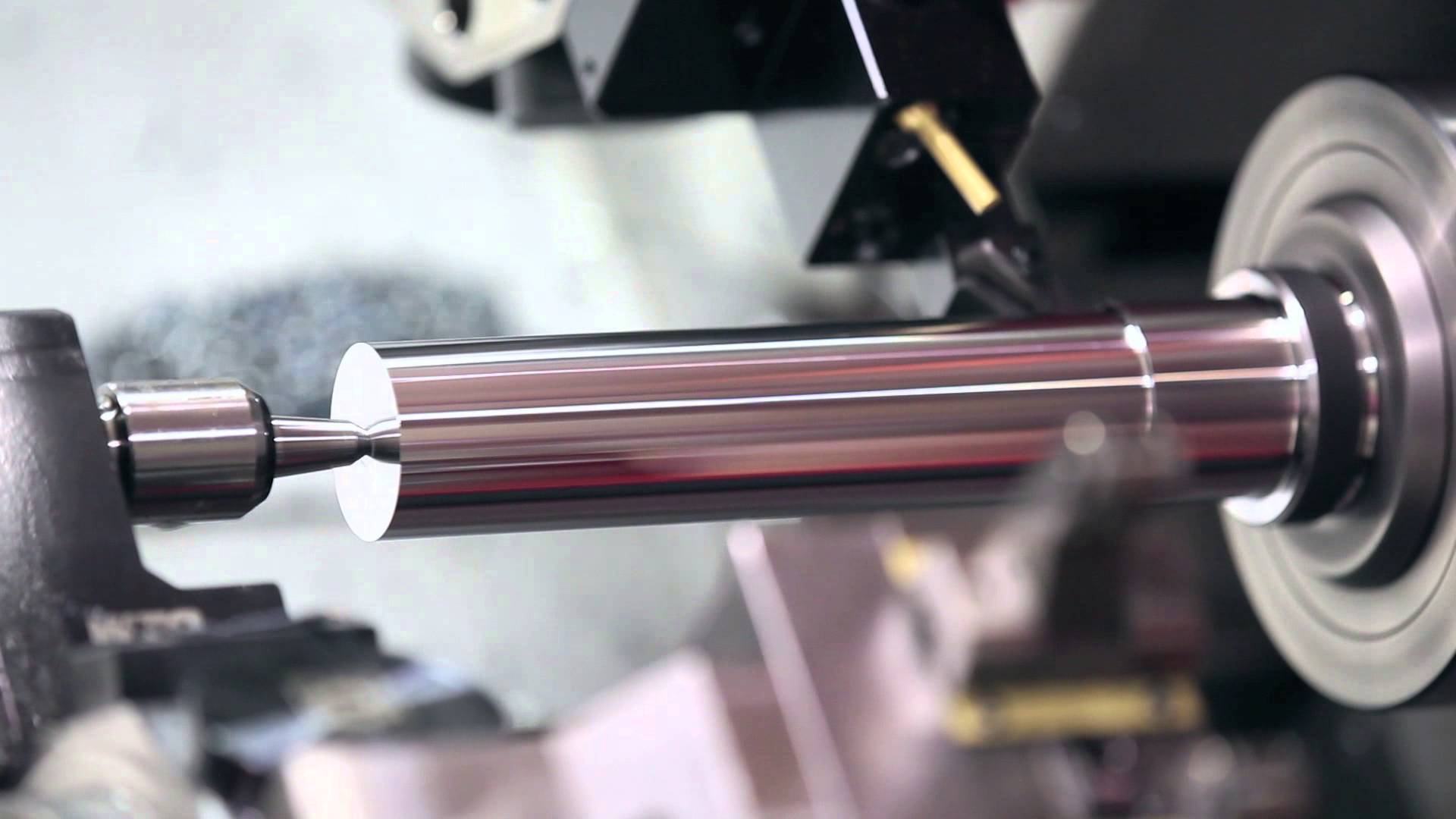
CNC (Computer Numerical Control) machining is a subtractive manufacturing technology in that parts are created by removing material from a solid block (called the blank or the workpiece) operating a variety of cutting tools.
This is a fundamentally different way of manufacturing compared to additive (3D printing) or formative (Injection Molding) technologies. The material removal mechanisms have significant implications on the benefits, limitations and design restrictions of CNC.
CNC machining is a digital manufacturing technology. it produces high-accuracy parts with excellent physical properties directly from a CAD file. Due to the high level of automation, CNC is price-competitive for both one-off custom parts and medium-volume productions.
Almost every material can be CNC machined. The most common examples include metals (aluminum and steel alloys, brass etc) and plastics (ABS, Delrin, Nylon etc). Foam, composites and wood can also be machined.
The basic CNC process can be broken down into 3 steps. The engineer first designs the CAD model of the part. The machinist then turns the CAD file into a CNC program (G-code) and sets up the machine. Finally, the CNC system executes all machining operations with little supervision, removing material and creating the part.
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-30% with our committed help, products and solutions and beat your competitor with us by improving your component quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Agriculture, Lighting, Mining & Other Industries
GET FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
As you know, CraftMach Engineered Solutions Inc. helps its customers in overcoming their competitors cost challenges by re-engineering the component so that it is a lighter castings, less machining required, certain features can be made as cast or simpler castings joined together to form a bigger single piece casting.
There are some certain advantages of converting a welding (fabrication) into castings components for many reasons. Among these all, the top reason behind this is saving in labor cost. We can save time by converting to a casting varies on: the alloy being converted, amount of welding spots, assembly time, and the total amount of pieces to be combined with other some labor and overhead cost too. The other reason after the labor time saving is the properties that castings provide.
A common problem in weldments is durability due to strength concerns where the pieces are welded together. To overcome such problems, our engineers turn to castings to increase strength (among several other mechanical properties) due to the uniformity of pouring a casting.
Advantages of Converting a Weldment to a Casting
Reduced Part Cost
Reduced Labor Time
Less Production Time
Improved Mechanical Properties
Better Appearance
Easy to Handle
Dark side of Converting a Weldment to a Casting
Pattern/Die Cost
May be in some cases, it requires Machining
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-25% with our committed help, products and solutions and beat your competition with us by improving your quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Lighting, Mining & Other Industries
GET YOUR FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
Core is a pre-prepared shape of the mould. It is used to provide internal cavities, recesses, or projections in the casting. It is usually positioned into a mould after the removal of the pattern.
A core is usually made of the best quality sand and is placed into desired position in the mould cavity. Core prints are added to both sides of the pattern to create impressions that allow the core to be supported and held at both ends.
When the molten metal is poured, it flows around the core and fill the rest of the mould cavity. Cores are subjected to extremely severe conditions, and they must, therefore, possess very high resistance to erosion, exceptionally high strength, good permeability, good refractoriness, and adequate collapsibility.
Special vent holes are provided on the core to allow gasses to escape easily. Sometimes, cores are reinforced with low carbon steel wires or even cast-iron grids (in case of large cores) to ensure stability and resistance to shrinkage.
Core Types:
1. Green Sand Core:
A core formed by the pattern itself, in the same sand used for the mould is known as green sand core. The pattern is so designed that it provides the core of green sand. The hallow part in the pattern produces the green sand core.
2. Dry Sand Core:
A core is prepared separately in core boxes and dried, is known as dry sand core. The dry sand cores are also known as process cores. They are available in different sizes, shapes and designs as per till requirement.
In Dry Sand cores, common types of cores are:
(i) Horizontal Core:
The horizontal core is the most common type of core and is positioned horizontally at the parting surface of the mould. The ends of the core rest in the seats provided by the core prints on the pattern. This type of core can withstand the turbulence effect of the molten metal poured.
(ii) Vertical Core:
The vertical core is placed vertically with some of their portion lies in the sand. Usually, top and bottom of the core is kept tapered but taper on the top id greater them at bottom.
(iii) Balance Core:
The balance core extends only one side of the mould. Only one core print is available on the pattern for balance core. This is best suitable for the casting has only one side opening. This is used for producing blind holes or recesses in the casting.
(iv) Hanging Core:
The hanging core is suspended vertically in the mould. This is achieved either by hanging wires or the core collar rests in the collar cavity created in the upper part of the mould. This type of core does not have bottom support.
(v) Drop Core:
The drop core is used when the core has to be placed either above or below the parting line. This core is also known as wing core, tail core, chair core, etc.
(vi) Kiss Core:
The kiss core is used when a number of holes of less dimensional accuracy is required. In this case, no core prints are provided and consequentially, no seat is available for the core. The core is held in position approximately between the cope and drag and hence referred as kiss core.
Core Materials:
The compositions of core material are the mixture of sand, binders and additives. Core sands are silica, zircon, Olivine etc. and core binders are core oils, resins, molasses, dextrin etc., are generally used for preparation of core materials.
Sand contains more than 5% clay reduces not only permeability but also collapsibility and hence not suitable for core making.
The commonly used core sand is a mixture of following items:
(i) Core Sand:
The sand may be green sand for smaller castings and mixture of fire clay, green sand and betonies for heavier casting. The cores are oven backed to dry away its moisture. The dry sand cores are strong than green and cores. Also, the sand with rounded grains is best suitable for core making as they have better permeability than the angular grains sand.
(ii) Oil Sand:
Oil sand can be used for almost any sand casting application.
A typical composition of oil sand is:
Sand 95 — 96%
Cereal flour 1 — 1.05%
Core oil 1 — 1.5%
Water 1 — 2%
Bentonite 0.1—0.3%
Oil sand is very popular in core making because:
(a) They get good strength.
(b) They provide excellent surface finish.
(c) They have better collapsibility after baking.
(c) The backed oil sand cores are very hard and not easily damaged in handling of mould.
(iii) Resin Sand:
These are thermosetting or thermoplastic binders such as rosin, phenol, urea, furan, formaldehyde etc. are used to obtain good bonds to sand. They are becoming common in use due to their high strength, low gas formation, excellent collapsibility, resistance to moisture absorption, better dimensional accuracy to casting, etc.
(iv) CO2 – Sodium Silicate Sand:
Silica sand and sodium silicate (3-4%) is rammed in the core and then CO2 gas is passed through sand to make the core hard. Such types of cores are used for very large castings. They do not need to drying and hence is very fast method of core making.
(v) Core Binders:
Natural sand has not sufficient binding properties and hence some binders are used to improve the binding strength of core sand. The functions of binders are to hold the sand grains together and to provide better strength to the core.
There are two types of binders used are:
a. Inorganic Binders:
They include fire clay, bentonite, limonite, silica powder, iron oxide, aluminum oxide, etc. They are very fine powder and popularly used.
b. Organic Binders:
They include core oils like petroleum oil, vegetable oil, linseed oil, corn oil, malasses and dextrin. Organic binders get harder rapidly and provide good strength.
(vi) Core Additives:
In addition to core sand and core binder, some additives are used to improve the special properties of the core.
The additives are:
(a) Kaolin or fire clay to improve stability.
(b) Iron oxide (Fe2O3) and aluminum oxide (Al2O3) to improve hot strength.
(c) Zircon flour and pitch flour to improve refractoriness.
(d) Molasses to improve binding properties.
(e) Organic additives to improve collapsibility like raw dust.
(f) Silica powder, paints and graphite bonded with resin are used to improve the surface finish.
Properties of Good Core Materials:
A good dry sand core must have the following properties in order to successfully use in casting process:
1. Strong:
It should be strong enough to withstand the turbulence force of molten metal. It should be erosion resistant.
2. Hardness:
It should be capable, of being baked to obtain good hardness strength.
3. Permeability:
It must be permeable to allow the easy escape of the gases formed.
4. Refractoriness:
It must be highly refractory in nature to withstand high temperature of the molten metal.
5. Dimensional Stability:
It should be stable in dimensional accuracy, shape and size during pouring and solidification.
6. Minimum Gas-Formation:
Core material should generate minimum gases, while subjecting to molten metal in casting process.
7. Good Surface Finish:
Core surface should be smooth enough to provide good surface finish of the casting.
8. Sufficiently Collapsible:
Cores must be sufficiently collapsible i.e., easy removal of the core from the casting after solidification.
Core Prints:
The core prints are extra projections provided on the pattern that form a recesses in the mould to hold and position the core in their right position. There are several types of core prints, e.g., vertical, horizontal, balancing, hanging and drop core prints.
Core Shifting:
The cores, while containing a metal, shift their position due to the turbulent action of the molten metal. Also, due to upward thrust of the molten metal, thin cores tend to float easily and shifted from their right position.
To avoid shifting, the weight of the core is increased by embedding steel rods, steel wires, thin pipes, etc., during core making. This is known as reinforcing of core.
Core Chaplets:
If the core length is long and the end supports are at higher distances to each other, the core will sagging during pouring of hot molten metal.
In such cases, chaplets are used to overcome these defects. Chaplets are so designed to provide the support to the core and restrict them from sagging.
The chaplets are made of the same material as the casting metal so as to become an integral part of the casting.
Core Chills:
The core chills are the metal pieces, either inserted or placed to touch the surface of the casting for speeding up the solidification process at that particular portion where it is slow. The thinner area solidifies faster, creating stresses and distortion of the casting.
Therefore, it is necessary to provide a means that will uniform the solidification (chilling) rate at all sections of the casting.
The chills are of following two types:
(i) Internal Chill:
An internal chill is placed in a mould in place where the area is comparatively large to help uniform solidification throughout the casting.
(ii) External Chill:
An external chill is placed around the mould just touching the surface of it.
Some sources are by Debapriya M (Article library with thanks)
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-25% with our committed help, products and solutions and beat your competition with us by improving your quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Lighting, Mining & Other Industries
GET YOUR FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-25% with our committed help, products and solutions and beat your competition with us by improving your quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Lighting, Mining & Other Industries
GET YOUR FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
Metal casting is one of the oldest and yet most fundamental manufacturing processes known till now. Casting, which started in ancient times to make jewelry and arms, is a method in which liquid metal is poured into some molds to form complex shapes quickly. Standard procedures have been developed in modern times to create highly complex components, particularly with a method known as investment casting. Investment casting utilizes wax, slurry and molds to manufacture high-resolution, low-tolerance components without the hassle of more conventional methods.
Image by: ppcp
The Investment Casting Process Overview
1)Making The Pattern: It utilizes a design with the same points of interest as the finished part, but that there’s an remittance for warm compression (i.e. shrinking). Patterns are ordinarily made of wax employing a metal infusion die.
2) Mounting The Wax Patterns And Making The Tree: Once a wax design is created, it is gathered with other wax components to make the gate and runner metal conveyance system. Depending on the measure and configuration of the specified finished part, different wax designs may be handled employing a single tree.
3) Making The Shape Shell: The whole wax design gathering is plunged in a ceramic slurry, covered with sand stucco, and permitted to dry. Cycles of damp plunging and consequent stuccoing are rehashed until a shell of the specified thickness is made. That thickness is incompletely managed by item estimate and configuration. Once the ceramic shell has dried, it gets to be adequately solid to hold the liquid metal amid casting.
4) Wax Removal The whole assembly is set in a steam autoclave to soften absent most of the wax. Any remaining wax splashed into the ceramic shell is burned out in a heater. At this point, the leftover wax design and gating fabric have been totally expelled and the ceramic form remains with a depression within the shape of the required cast part. This high-temperature operation moreover increments the quality and stability of the ceramic fabric. In addition, it makes a difference to play down the response of the shell and metal during pouring.
5) Melt And Cast: The mold is preheated to a particular temperature and filled with liquid metal, making the metal casting. Nearly any alloy can be produced by utilizing this method. Either air softening or vacuum melting may be utilized as directed by the combination chemistry. Vacuum dissolving is utilized primarily when responsive components are present within the alloy.
6) Last Operations: Once the casting has cooled adequately, the shape shell is broken away from the casting in a knockout operation. The doors and runners are cut from the casting, and on the off chance that vital, last post-processing sandblasting, pounding, and machining is performed to wrap up the casting dimensionally. Non-destructive testing may include fluorescent penetrant, attractive molecule, radiographic, or other assessments. final dimensional inspection, alloy test results, and NDT are confirmed earlier to shipment.
Underneath are the most Advantages of the Investment casting process:
Allows for the casting of exceedingly complex, greatly exact parts with great surface finish right out of the mold
Can cast exceptionally thin (~0.015 in) segments with inconceivably low tolerance (~0.003 in)
Allows for the utilize of nearly any metal able of casting (aluminum, bronze, press, etc.)
The investment casting process can be robotized, creating a huge amount of parts quickly
The wax can be recuperated and reused for many patterns
Let’s look at the disadvantages of Investment casting:
Parts are best carried on in smaller sizes weighing up to around 75 lbs. Big size parts being suited to other casting processes
The handle is complex and ordinarily includes costly equipment and/or professionals to operate
The high cost of dies to make the wax patterns limits the processes to high volume production projects
Parts with cores or holes smaller than 1.6 mm or holes deeper than 1.5 times the breadth of the portion are troublesome to investment cast
Points to Consider When Utilizing Investment Casting
Measure Limitations: It’s possible to create investment castings in a range of sizes. There is an upper limit on that range, which is less than other shaped technologies like sand casting.
Tooling Cost: For low quantity requirements, it may be more expensive than other methods if permanent tooling is pursued. For those applications, printed patterns may be a cost-effective alternative (even for a quantity of one).
Initial costs are another key factor when determining whether investment casting brings the greatest value. The investment cast tool usually consists of multiple parts fitted together to produce the complex components. This “front end” cost is not insignificant but can be easily offset by the lack of subsequent machining and/or fabrication.
Very Small Structures: Investment casting is an excellent choice for thin-walled applications, but very small internal shapes that use cores can present challenges. Holes typically cannot be smaller than 1/16” (1.6mm) or deeper than 1.5 times in diameter.
Timing: The multi-step investment casting process is more time consuming than other processes. The processing time can be shorter than other alternatives.
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-25% with our committed help, products and solutions and beat your competition with us by improving your quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Lighting, Mining & Other Industries
GET YOUR FREE SAMPLES NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
Yes, you are thinking the same as many industrial professionals and companies are thinking now from Casting /Supply Chain industry. As everybody knows that casting products/parts in Pump/Valve/Heavy Equipment/Automotive/Lighting and many industries are manufactured and supplied by many complex and long processes and of course very complex supply chain. There are many key manufacturers and suppliers are involved in making of even single casting product.
Key players in making custom finished casting products are as follows,
Raw Material supplier
Die/ Tool/ Pattern/Core maker
Foundry / Casting Processor
Post Processor (CNC Machining/Finishing Partner)
Heat Treatment ( Hardening and other HT Processes, in some cases)
From these all partners, sometimes two roles can be played by one player. But still you can see there are 4-5 players are generally involved in making successful casting products in the normal supply chain today.
So you have seen that these many of suppliers are making a complex supply chain in almost every casting industry. It is obvious that with many partners in supply chain, it will be more time taking, costlier, complex and risky for today’s fast moving and dynamic industrial products life cycles in cut throat competition.
All of above, there are many cost and risk associated with this kind of supply chain. Such as;
Shipping/Transportation Cost between moving/forwarding the material/things for processes in shattered supply chain partner locations
Overhead/Indirect Cost associated with Administration/Management such as for managing all vendors (for follow ups, updates, book keeping records, maintaining different accounts, man power cost, other indirect/overhead management )
Risk/Delay cost associated if one of supplier/partners get delayed/stopped, then whole supply chain is delayed or disturbed (if there is no back up or without strategic supply chain management)
Direct Product cost gets more higher or expensive with old and complex supply chain due to traditional and unorganized strategies/locations/execution
lack and improper Co-ordination of any player can result into late delivery, more cost and quality issues in whole supply chain.
So, after these all costs combined, it will become a cost, that can be reduced by 10-35% by re designing that traditional and complex supply chain with core manufacturing and strategic sourcing capabilities.
So In Casting Industry, How Risk And Cost Can Be Reduced And With That Quality, Performance & Profitability Can Be Increased?
Well, simple but effective solution is ” A great supply chain partner with core manufacturing and strategic sourcing capabilities with supply chain and logistics management with co-ordination in center.”
Let me explain in detail. As we discussed that in Casting product’s supply chain, there are many players are involved to make successful products. As a result, many complex and time taking processes such as material movement (necessary/unnecessary) between all the players, one or many times irrespective of geographic locations (sometimes due to not have many options & lack of network partner). These all result into major unnecessary cost around 5-20% in-general. Moreover, there is a risk and cost associated when one partner in supply chain gets into trouble and delay in case of any production stoppage or any other. And because of not any other option and back up in supply chain network, co ordination gets disturbed and finally it results into late delivery and also more cost. And same things and cost associated with traditional, complex and out dated supply chains are overhead/indirect cost, administration cost & direct product cost which all together comes up to 35% extra product cost sometimes in whole supply chain.
So the possible proven solution offered by us is explained further. Let’s assume and consider that as a buyer you have just one supply chain partner who has core manufacturing capabilities and knowledge of processes with great suppliers network with strategic supply chain and logistics management as a great strength. So, suppose this partner is handling and processing all your buying requirements like raw material, die making, casting production, CNC machining, surface and heat treatment processes with logistics and warehousing management and giving you door delivery whenever you require like Just In Time and Vendor Managed Inventory and other supply chain management support.
Co-ordination Driven Core Manufacturing Based Supply Chain Management
Now you have got that what we are trying to explain the solution for performance and profitability improvement with cost reduction & quality improvement. Its already been proven in many industries and companies. Many companies are adopting this model in casting and many other industries. We are working on same model in Casting industry with supply chain management support. We have delivered successfully to some buyers in casting industry. The outcome of implementing this model was noticeable and remarking. We delivered to our customers with unbeatable quality and cost up to 10-35% with great supply chain services and support. For more information about our supply chain model and support, please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain. If you want to know more about custom finished Casting/CNC Machined parts, then these all kind of high quality custom made Pump/ Valve/ Automotive/ Heavy Equipment/ Lighting parts are manufactured & supplied by us at guaranteed quality and unbeatable cost with Logistics support in North America.
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-25% with our committed help, products and solutions and beat your competition with us by improving your quality and reduce your cost for your industry including Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Lighting, Mining & Other Industries
GET YOUR FREE SAMPLES NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
Casting has following advantages over other manufacturing process.
It can create any complex structure economically.
The size of object doesn’t matter for casting.
The casting objects have high compressive strength.
All structure made by casting has wide range of properties.
This can create an accurate object.
All material can be cast.
It creates isotropic structure.
It is cheapest among all manufacturing processes.
Composite component can be easily made by casting.
Some Components made form Casting Process
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-25% with our committed help, products and solutions and beat your competition with us by improving your quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Lighting, Mining & Other Industries
GET YOUR FREE SAMPLES NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
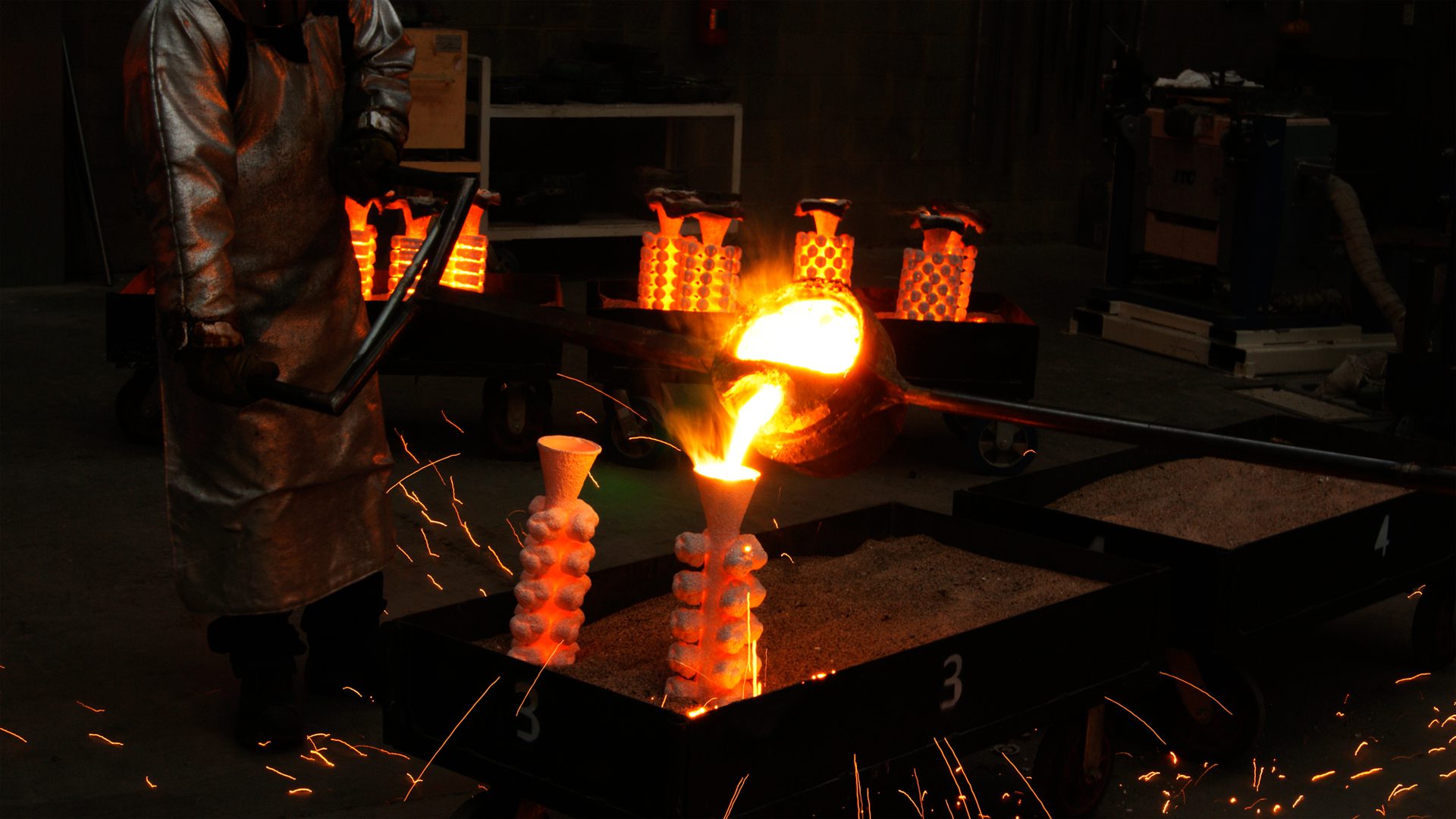
Metal casting is a modern process with ancient roots. In the metal casting process, metal shapes are formed by pouring molten metal into a mold cavity, where it is cooled and later extracted from the mold. Metal casting is arguably the earliest and most influential industrial process in history. It’s used to make many of the metal objects used in our daily lives: automotive parts, train wheels, lamp posts, school bus pedals, and much more. Plus, metal casting foundries rely on metal recycling as a cost-efficient source of raw material, significantly reducing wasted scrap metal that might end up in landfills.
The Metal Casting Process Steps
Patternmaking – A pattern is a replica of the exterior of the casting. Patterns are typically made of wood, metal, plastic, or plaster. Patternmaking is incredibly important for industrial part-making, where precise calculations are needed to make pieces fit and work together.
Coremaking – If a casting is hollow, an additional piece of sand or metal (called a core) shapes the internal form to make it hollow. Cores are typically strong yet collapsible so they can be easily removed from the finished casting.
Molding – To visualize the metal casting process so far, imagine yourself walking on the beach toward the ocean. Look at a footprint you leave behind in the wet sand. Your foot would be the core, and the impression left in the sand is a mold of your foot. Molding is a multistep process that will form a cast around the pattern using molding sand. In casting, a mold is contained in a frame called a flask. Green sand, or molding sand, is packed into the flask around the pattern. This is known as metal sand casting. Once the sand is packed tight, the pattern can be removed and the cast will remain. Alternatively, a two-piece, non-destructible metal mold can be created so that the mold can be used repeatedly to cast identical parts for industrial applications.
Melting and Pouring Molten Metal – After metal is melted, it is poured into the cavity of the mold and left to solidify. Once solidified, the shakeout process begins: the molds undergo vibration to remove sand from the casting. Removed sand is typically collected, cooled, and reclaimed to be used once more in future castings. . The end results are a clean cast and sand ready for the reclamation process.
Cleaning – In this final step, the cast metal object is removed from the mold and then fettled. During the fettling, the object is cleaned of any molding material, and rough edges are removed.
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-25% with our committed help, products and solutions and beat your competition with us by improving your quality and reduce your cost for your industry including Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Lighting, Mining & Other Industries
GET YOUR FREE SAMPLES NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
We are constantly helping companies like OEMs, CMs and Tier 1 to Increase Profitability and improve Performance by manufacturing and supplying our products and services such as high precision custom finished Casting processed and CNC Machined/ Turned parts with other value added services like Supply chain and Logistic Management with full services of VMI, JIT and Warehousing Management in USA, Canada & Mexico, India and over the globe.
We are your Contract Manufacturing Components Supplier for End to End Custom Manufactured, Finished/ Semi Finished Parts with Superior Supply Chain Management Support Let’s Improve your components quality, increase your performance & profitability and cut your cost directly with us
We Engineer, Manufacture and Manage the Entire Supply Chain for your Custom High Precision CNC Machined & Casting Parts from Raw Material Processing to on Demand Distribution by leveraging our Manufacturing Resources with our Reliable Manufacturing and Supply Chain Execution Strategies.
Please get in touch with us and know how we can help to improve your performance and profitability and beat your competition with our high precision parts and value added services.
Contact us now if you think you need to improve profitability and performance through strategic sourcing for company’s growth.
Hey You, let’s improve the company performance and profitability up to 10-25% with our committed help, products and solutions and beat your competition with us by improving your quality and reduce your cost.
GET YOUR FREE SAMPLES NOW AT UNBEATABLE QUALITY & SERVICES”
CMM machine is a device that is used to measure the physical geometrical characteristics of an object. This process utilizes a probe that is mounted to the third moving axis of the CMM machine, which is used to define the measurements of the part in question. A CMM machine is also used to test and verify a part or assembly to ensure that it matches the intended design.
Benefits to Using a CMM Machine: *Save time and money *Quality assurance is guaranteed *Versatile with multiple probes and techniques

































 Castings, CNC Machining, Supply Chain &
Castings, CNC Machining, Supply Chain &  Global Export Management ll
Global Export Management ll




 Be Connected for Next update.
Be Connected for Next update.
 Benefits to Using a CMM Machine:
Benefits to Using a CMM Machine: