For more information about Supply Chain, Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. We always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-30% with our committed help, products and solutions and beat your competitor with us by improving your component quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, E-Mobility, Agriculture, Lighting, Mining & Other Industries
GET FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
We depend upon castings for all aspects of modern life. Without castings there would be no cars, no aero planes, no wind energy turbines, pumps and valves are castings as well as many household items, not to mention art castings.
– The process involves pouring molten metal (metal that has generally been re-processed from scrap into a raw material) into a mould containing a hollow cavity of the desired shape, which is allowed to solidify. The solidified part is also known as a casting, which is ejected or broken out of the mould to complete the process.
It can create any complex structure economically.
The size of object doesn’t matter for casting.
The casting objects have high compressive strength.
All structure made by casting has wide range of properties.
This can create an accurate object.
All material can be cast.
It creates isotropic structure.
It is cheapest among all manufacturing processes.
Composite component can be easily made by casting.
What’s your view?
For more information about Supply Chain, Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. We always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-30% with our committed help, products and solutions and beat your competitor with us by improving your component quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, E-Mobility, Agriculture, Lighting, Mining & Other Industries
GET FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
1) Supplier Data Quality & Management in Decision Making 2)Managing a complex network of direct material suppliers 3) Risk & Performance Management 4) Developing Suppliers: Establishing & Implementing Supplier Strategies
What’s your view?
For more information about Supply Chain, Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. We always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-30% with our committed help, products and solutions and beat your competitor with us by improving your component quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, E-Mobility, Agriculture, Lighting, Mining & Other Industries
GET FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
1. Design Holes with Standard Size 2. Optimize the Depth of Tapped Holes 3. Split Up Complex Parts 4. Round the Internal Corners 5. Avoid Deep Cavities 6. Increase the Thickness of Thin Walls 7. Limit Use of Tight Tolerances
What’s your view?
What’s your view?
For more information about Supply Chain, Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. We always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-30% with our committed help, products and solutions and beat your competitor with us by improving your component quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, E-Mobility, Agriculture, Lighting, Mining & Other Industries
GET FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
1) Data Processing 2) Complex Geometry 3) Sizable Cost 4) Expensive Repairs 5) Loss of Expertise 6) Programming errors 7) Inappropriate Settings
What’s your view?
What’s your view?
For more information about Supply Chain, Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. We always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-30% with our committed help, products and solutions and beat your competitor with us by improving your component quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, E-Mobility, Agriculture, Lighting, Mining & Other Industries
GET FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
1. Quantity point of view, CNC machining is more suitable for low volume products because no tooling cost is required. Die casting is the first considered option for a high volume of consistent parts. 2. For the part features or details, the die can be made with all surface details included to produce parts directly, saves time greatly. While CNC machining parts may need post-processing or machining. 3. For the cost and materials used, most of materials will be used in die casting, there is little scrap left. As CNC machining is a cutting operations, there will be some materials chips and leftovers around the machine, you need to clean or recycle it. 4. CNC Machining can produce more complex geometries, large or oddly shaped parts and tighter tolerances that can’t be realized through die casting. Die cast parts can also processed with CNC processes to add more features.
What’s your view?
For more information about Supply Chain, Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. We always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-30% with our committed help, products and solutions and beat your competitor with us by improving your component quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, E-Mobility, Agriculture, Lighting, Mining & Other Industries
GET FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
1) Leverage New or Alternate Technology 2) Dual Sourcing 3) Engaging the possibility of Low Cost Country Sourcing Options 4) Proactive Supplier Management 5) Blanket Purchase Orders over 24 to 36 Month Time Horizon
What’s your view?
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-30% with our committed help, products and solutions and beat your competitor with us by improving your component quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Agriculture, Lighting, Mining & Other Industries
GET FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
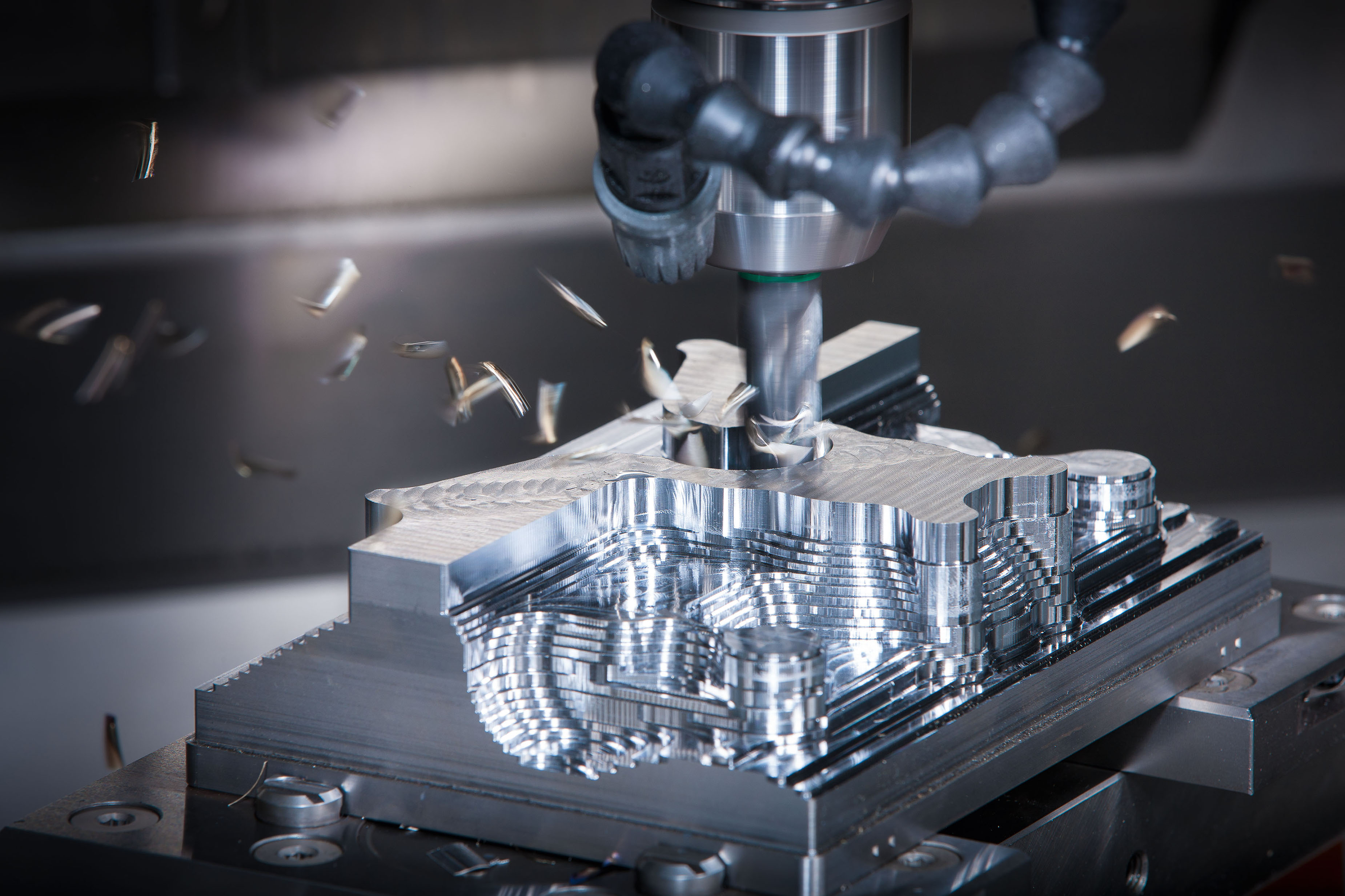
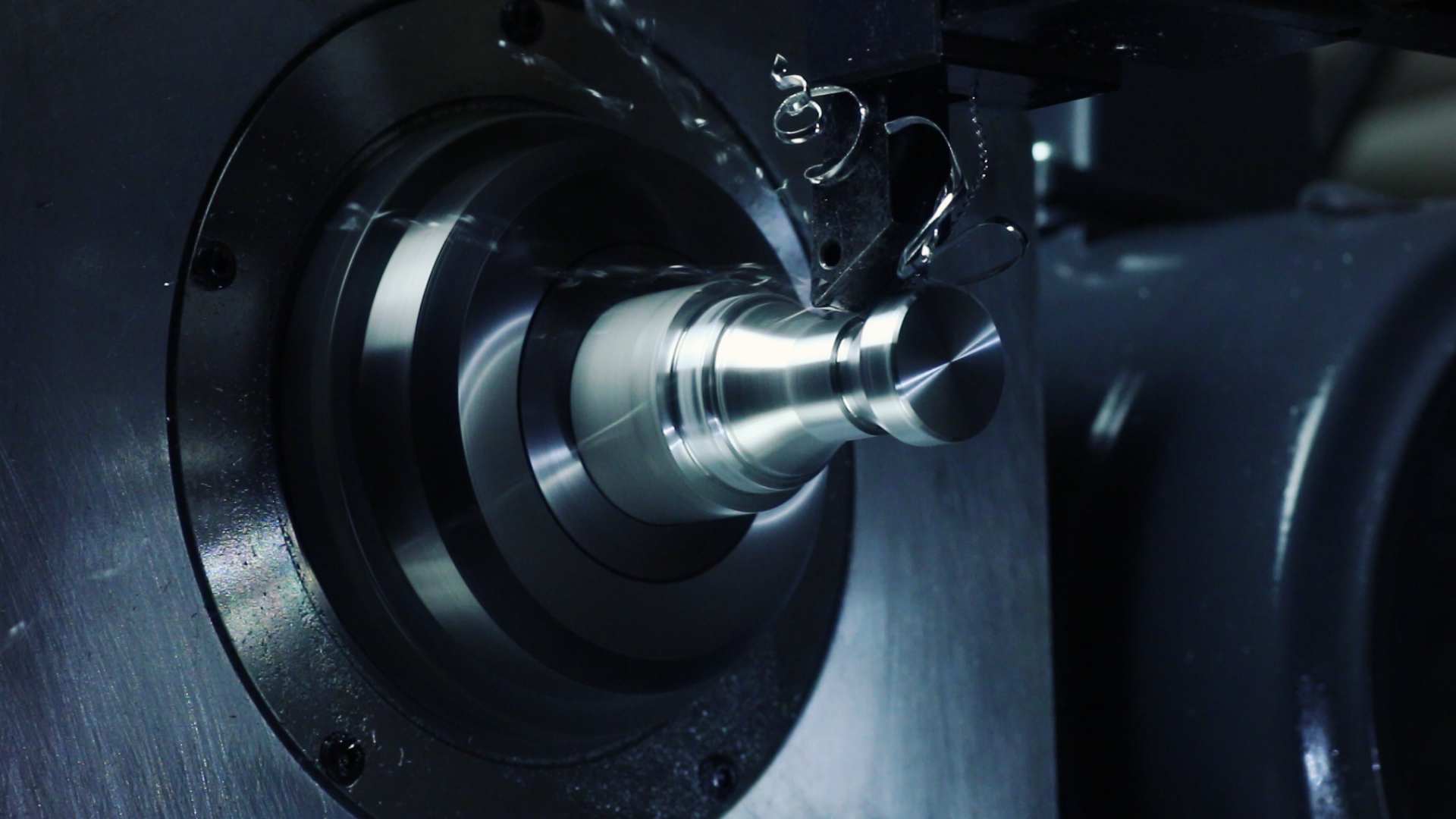
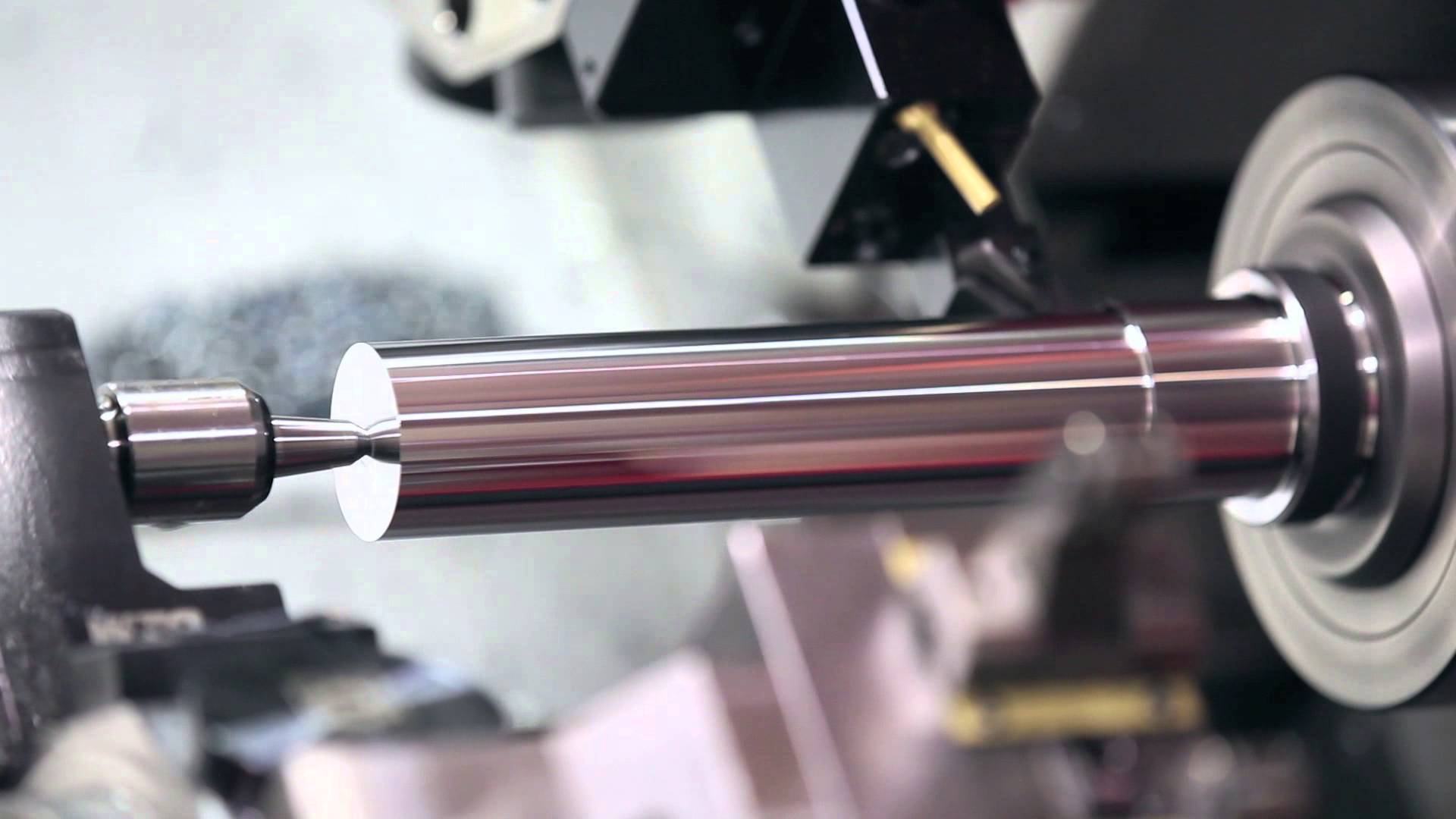
CNC (Computer Numerical Control) machining is a subtractive manufacturing technology in that parts are created by removing material from a solid block (called the blank or the workpiece) operating a variety of cutting tools.
This is a fundamentally different way of manufacturing compared to additive (3D printing) or formative (Injection Molding) technologies. The material removal mechanisms have significant implications on the benefits, limitations and design restrictions of CNC.
CNC machining is a digital manufacturing technology. it produces high-accuracy parts with excellent physical properties directly from a CAD file. Due to the high level of automation, CNC is price-competitive for both one-off custom parts and medium-volume productions.
Almost every material can be CNC machined. The most common examples include metals (aluminum and steel alloys, brass etc) and plastics (ABS, Delrin, Nylon etc). Foam, composites and wood can also be machined.
The basic CNC process can be broken down into 3 steps. The engineer first designs the CAD model of the part. The machinist then turns the CAD file into a CNC program (G-code) and sets up the machine. Finally, the CNC system executes all machining operations with little supervision, removing material and creating the part.
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-30% with our committed help, products and solutions and beat your competitor with us by improving your component quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Agriculture, Lighting, Mining & Other Industries
GET FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
Core is a pre-prepared shape of the mould. It is used to provide internal cavities, recesses, or projections in the casting. It is usually positioned into a mould after the removal of the pattern.
A core is usually made of the best quality sand and is placed into desired position in the mould cavity. Core prints are added to both sides of the pattern to create impressions that allow the core to be supported and held at both ends.
When the molten metal is poured, it flows around the core and fill the rest of the mould cavity. Cores are subjected to extremely severe conditions, and they must, therefore, possess very high resistance to erosion, exceptionally high strength, good permeability, good refractoriness, and adequate collapsibility.
Special vent holes are provided on the core to allow gasses to escape easily. Sometimes, cores are reinforced with low carbon steel wires or even cast-iron grids (in case of large cores) to ensure stability and resistance to shrinkage.
Core Types:
1. Green Sand Core:
A core formed by the pattern itself, in the same sand used for the mould is known as green sand core. The pattern is so designed that it provides the core of green sand. The hallow part in the pattern produces the green sand core.
2. Dry Sand Core:
A core is prepared separately in core boxes and dried, is known as dry sand core. The dry sand cores are also known as process cores. They are available in different sizes, shapes and designs as per till requirement.
In Dry Sand cores, common types of cores are:
(i) Horizontal Core:
The horizontal core is the most common type of core and is positioned horizontally at the parting surface of the mould. The ends of the core rest in the seats provided by the core prints on the pattern. This type of core can withstand the turbulence effect of the molten metal poured.
(ii) Vertical Core:
The vertical core is placed vertically with some of their portion lies in the sand. Usually, top and bottom of the core is kept tapered but taper on the top id greater them at bottom.
(iii) Balance Core:
The balance core extends only one side of the mould. Only one core print is available on the pattern for balance core. This is best suitable for the casting has only one side opening. This is used for producing blind holes or recesses in the casting.
(iv) Hanging Core:
The hanging core is suspended vertically in the mould. This is achieved either by hanging wires or the core collar rests in the collar cavity created in the upper part of the mould. This type of core does not have bottom support.
(v) Drop Core:
The drop core is used when the core has to be placed either above or below the parting line. This core is also known as wing core, tail core, chair core, etc.
(vi) Kiss Core:
The kiss core is used when a number of holes of less dimensional accuracy is required. In this case, no core prints are provided and consequentially, no seat is available for the core. The core is held in position approximately between the cope and drag and hence referred as kiss core.
Core Materials:
The compositions of core material are the mixture of sand, binders and additives. Core sands are silica, zircon, Olivine etc. and core binders are core oils, resins, molasses, dextrin etc., are generally used for preparation of core materials.
Sand contains more than 5% clay reduces not only permeability but also collapsibility and hence not suitable for core making.
The commonly used core sand is a mixture of following items:
(i) Core Sand:
The sand may be green sand for smaller castings and mixture of fire clay, green sand and betonies for heavier casting. The cores are oven backed to dry away its moisture. The dry sand cores are strong than green and cores. Also, the sand with rounded grains is best suitable for core making as they have better permeability than the angular grains sand.
(ii) Oil Sand:
Oil sand can be used for almost any sand casting application.
A typical composition of oil sand is:
Sand 95 — 96%
Cereal flour 1 — 1.05%
Core oil 1 — 1.5%
Water 1 — 2%
Bentonite 0.1—0.3%
Oil sand is very popular in core making because:
(a) They get good strength.
(b) They provide excellent surface finish.
(c) They have better collapsibility after baking.
(c) The backed oil sand cores are very hard and not easily damaged in handling of mould.
(iii) Resin Sand:
These are thermosetting or thermoplastic binders such as rosin, phenol, urea, furan, formaldehyde etc. are used to obtain good bonds to sand. They are becoming common in use due to their high strength, low gas formation, excellent collapsibility, resistance to moisture absorption, better dimensional accuracy to casting, etc.
(iv) CO2 – Sodium Silicate Sand:
Silica sand and sodium silicate (3-4%) is rammed in the core and then CO2 gas is passed through sand to make the core hard. Such types of cores are used for very large castings. They do not need to drying and hence is very fast method of core making.
(v) Core Binders:
Natural sand has not sufficient binding properties and hence some binders are used to improve the binding strength of core sand. The functions of binders are to hold the sand grains together and to provide better strength to the core.
There are two types of binders used are:
a. Inorganic Binders:
They include fire clay, bentonite, limonite, silica powder, iron oxide, aluminum oxide, etc. They are very fine powder and popularly used.
b. Organic Binders:
They include core oils like petroleum oil, vegetable oil, linseed oil, corn oil, malasses and dextrin. Organic binders get harder rapidly and provide good strength.
(vi) Core Additives:
In addition to core sand and core binder, some additives are used to improve the special properties of the core.
The additives are:
(a) Kaolin or fire clay to improve stability.
(b) Iron oxide (Fe2O3) and aluminum oxide (Al2O3) to improve hot strength.
(c) Zircon flour and pitch flour to improve refractoriness.
(d) Molasses to improve binding properties.
(e) Organic additives to improve collapsibility like raw dust.
(f) Silica powder, paints and graphite bonded with resin are used to improve the surface finish.
Properties of Good Core Materials:
A good dry sand core must have the following properties in order to successfully use in casting process:
1. Strong:
It should be strong enough to withstand the turbulence force of molten metal. It should be erosion resistant.
2. Hardness:
It should be capable, of being baked to obtain good hardness strength.
3. Permeability:
It must be permeable to allow the easy escape of the gases formed.
4. Refractoriness:
It must be highly refractory in nature to withstand high temperature of the molten metal.
5. Dimensional Stability:
It should be stable in dimensional accuracy, shape and size during pouring and solidification.
6. Minimum Gas-Formation:
Core material should generate minimum gases, while subjecting to molten metal in casting process.
7. Good Surface Finish:
Core surface should be smooth enough to provide good surface finish of the casting.
8. Sufficiently Collapsible:
Cores must be sufficiently collapsible i.e., easy removal of the core from the casting after solidification.
Core Prints:
The core prints are extra projections provided on the pattern that form a recesses in the mould to hold and position the core in their right position. There are several types of core prints, e.g., vertical, horizontal, balancing, hanging and drop core prints.
Core Shifting:
The cores, while containing a metal, shift their position due to the turbulent action of the molten metal. Also, due to upward thrust of the molten metal, thin cores tend to float easily and shifted from their right position.
To avoid shifting, the weight of the core is increased by embedding steel rods, steel wires, thin pipes, etc., during core making. This is known as reinforcing of core.
Core Chaplets:
If the core length is long and the end supports are at higher distances to each other, the core will sagging during pouring of hot molten metal.
In such cases, chaplets are used to overcome these defects. Chaplets are so designed to provide the support to the core and restrict them from sagging.
The chaplets are made of the same material as the casting metal so as to become an integral part of the casting.
Core Chills:
The core chills are the metal pieces, either inserted or placed to touch the surface of the casting for speeding up the solidification process at that particular portion where it is slow. The thinner area solidifies faster, creating stresses and distortion of the casting.
Therefore, it is necessary to provide a means that will uniform the solidification (chilling) rate at all sections of the casting.
The chills are of following two types:
(i) Internal Chill:
An internal chill is placed in a mould in place where the area is comparatively large to help uniform solidification throughout the casting.
(ii) External Chill:
An external chill is placed around the mould just touching the surface of it.
Some sources are by Debapriya M (Article library with thanks)
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-25% with our committed help, products and solutions and beat your competition with us by improving your quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Lighting, Mining & Other Industries
GET YOUR FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.
For more information about Casting & CNC Machined parts with Global Supply Chain & Export Management services , please let us know and we will show you how we can help you to get better products and solutions. At CraftMach Engineered Solutions Inc. we always commit and challenge your current supplier’s quality, cost and services, and we guarantee that we can beat your current supplier in any area in terms of quality, cost and delivery time in supply chain.
So, let’s improve the company performance and profitability up to 10-25% with our committed help, products and solutions and beat your competition with us by improving your quality and reduce your cost in Machinery, Pump, Valve, Fittings, Automotive, Heavy Equipment, Lighting, Mining & Other Industries
GET YOUR FREE CONSULTATION & SAMPLES FOR YOUR CASTING PROJECT NOW AT UNBEATABLE QUALITY & SERVICES
Follow us on LinkedIn for daily updates by click here
We hope you find this article very informative and helpful. Please comment your views and suggestions to us. We will be more than happy to assist and help you regarding this. Waiting for your valuable feedback and replies. Get in touch for more info & help. Be Connected for Next update.